低炭素鋼 F6A0-EM12 SAW 溶接ワイヤおよび溶接フラックス溶接アクセサリ



アプリケーションと規格
1.炭素鋼の溶接とそれに対応するボイラー、パイプライン、車両、
建物、橋、その他の構造物(Q235など)。
2. 満たした規格: GB/T5117 E4315、AWS、ISO2560-A:E 35 3 B 2 2、ISO 2560-B: E4315A
炭素鋼を溶接する場合、通常、複雑な構造、厚板、剛性、動的荷重、溶接性の悪さを考慮して、電極に適合する鋼の強度グレードが選択されます。低水素タイプの電極は、通常、優れた可塑性、高い衝撃靱性、耐亀裂性を理由に選択されます。溶接位置に特定の電極(下部電極、垂直下向き電極、またはその他の特別な電極)が必要な場合は、それを使用する必要があります。鉄粉電極を使用することで溶接効率を高めることができます。
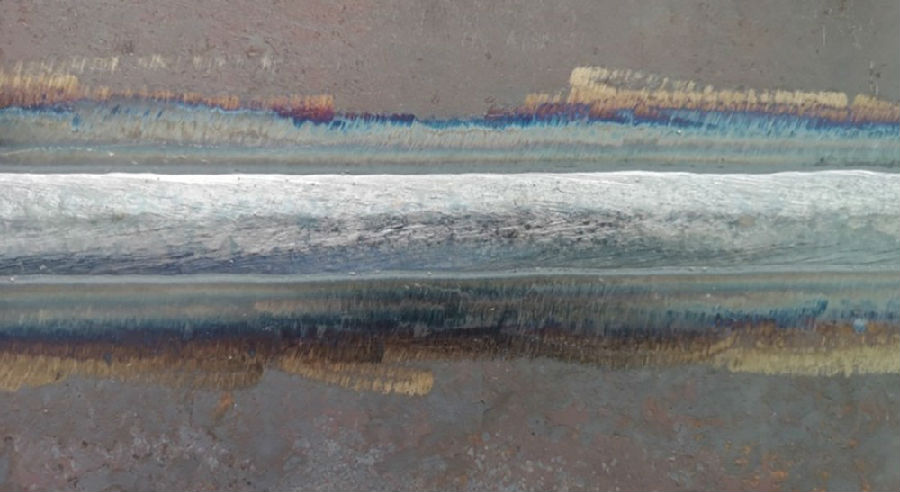
特徴
430Mpaグレードの低炭素鋼のシングルパスおよびマルチパス溶接で、-20°Cの衝撃要件環境、造船、鉄骨構造、重機およびその他の用途に適しています。



会社と工場

典型的なケース


証明書

化学成分(%):
| C | Si | Mn | P | S | Ni | Mo | 他の |
| 0.057 | 0.32 | 1.02 | 0.023 | 0.007 | - | - | - |
機械的特性:
| 降伏強さ(MPa) | 引張強さ(MPa) | 伸長(%) | インパクト値 J/℃ | 熱処理℃×h |
| 404 | 483 | 30 | 85/-20 | AW |






ここにメッセージを書いて送信してください