2010年、韓国のPOSCO、大宇造船と世界5大船級協会が「超低温用高マンガン鋼と溶接材料の共同開発」プロジェクトを開始し、韓国でLNG貯蔵タンク用高マンガン鋼の量産化を達成した。 2015. 2022 年 6 月までに、技術的なボトルネックを打破するために、韓国の大宇造船海洋工学 (DSME) と POSCO は、世界で初めて高マンガン鋼の LNG 燃料貯蔵タンクを LNG を燃料とする非常に大型の原油運搬船に設置する予定です。 (VLCCs) Ceremony であり、鋼の前処理から溶接、成形までの燃料タンク製造技術を開発したと述べた。

1. 高マンガン鋼とは
LNG 貯蔵タンク用の高マンガン鋼は、マンガン含有量が 22 ~ 25% の合金鋼で、耐低温性と耐摩耗性に優れており、従来の LNG 貯蔵タンク材料よりも明らかです。LNG 貯蔵タンクの新しい寵児です。韓国が10年以上研究開発に専念してきた材料。
2.鋼の種類と LNG 貯蔵タンクの長所と短所の簡単な分析 当社のマッチング溶接消耗品は、これらの厳しい要件を満たすことができます。技術基準が非常に厳しく、コストも高い。LNGは通常、-163℃という超低温環境下で貯蔵・輸送されます。「液化ガスをばら積みで運搬する船舶の建造および設備に関する国際コード」は、「IGCコード」と呼ばれています。LNG建設に使用できる4つの低温材料には、アルミニウム合金鋼、オーストリアテンサイトステンレス鋼、オーステナイトFe-Ni合金鋼(インバー鋼とも呼ばれる)、および9%Ni鋼が含まれます(詳細については表1を参照)。一方、9%Ni 鋼は、最も一般的に使用され、LNG 燃料貯蔵タンクに広く使用されています。しかし、欠点は、価格が依然として高いこと、加工手順が面倒であること、強度が比較的低いこと、および製品のニッケル含有量が高いことです。近年、ニッケル価格の上昇が続いており、製品コストが大幅に上昇しています。
「IGCコード」の下でLNG建設に使用できる4つの極低温材料
| 最低設計温度 | 主な鋼種と熱処理 | 衝撃試験温度 |
| -165℃ | 9%Ni鋼 NNTまたはQT | -196℃ |
| オーステナイト系ステンレス鋼 – 304、304L、316/316L、321 および 347 溶液処理 | -196℃ | |
| アルミニウム合金 – 5083 アニール | NO | |
| オーステナイト鉄ニッケル合金 (36%Ni) |
一般的なLNG材と新高マンガン鋼の強度比較
| アイテム | 一般的に合金 | 高マンガン鋼 | ||||
| 9%ニッケル鋼 | 304SS | アルミ 5083-O | インバー鋼 | MC | ||
| 基材 | 化学組成 | Fe-9Ni | Fe-18.5Cr-9.25Ni | Al-4.5Mg | Fe-36Ni | M CH 分 |
| 微細構造 | α1(+Y) | γ(FCC) | FCC | FCC | FCC | |
| 降伏強さMPa | ≧585 | ≧205 | 124-200 | 230-350 | 400以上 | |
| 抗張力 MPa | 690-825 | ≧515 | 276-352 | 400~500 | 800-970 | |
| -196℃影響J | 41以上 | 41以上 | NO | NO | 41以上 | |
| 溶接物 | 溶接消耗品 | インコナル | Type308 | ER5356 | - | FCA、SA、GTA |
| 降伏強さMPa | - | - | - | - | 400以上 | |
| 抗張力MPa | 690以上 | ≧550 | - | - | 660以上 | |
| -196℃影響J | ≧27 | ≧27 | - | - | 27 | |
高強度、高靭性、および低コストを兼ね備えた超低温高マンガン鋼は、将来の LNG 燃料貯蔵タンクおよび環境保護代替燃料貯蔵タンク市場 (液体アンモニア、液体水素、そしてメタノール。
高マンガン鋼の組成と性能要件
化学組成 (ASTM ドラフト)
|
| C | Mn | p | s | Cr | Cu |
| % | 0.35~0.55 | 22.5-25.5 | <0.03 | <0.01 | 3.0~4.0 | 0.3~0.7 |
機械的挙動
●結晶構造:面心立方格子(γ-Fe)
●許容温度>-196℃
●耐力>400MPa (58ksi)
●引張強度:800~970MPa(116~141ksi)
● シャルピー V ノッチ衝撃試験 >41J、-196℃ (-320℉)
当社高マンガン鋼対応溶接材料のご紹介
近年、高マンガン鋼対応のLNG貯蔵タンク用溶接材料の研究開発に注力し、高マンガン鋼母材の特性にマッチしたLNG貯蔵タンク用溶接材料の開発に成功しました。特定のプロパティを表 2 に示します。
溶着金属に適合する高マンガン鋼の機械的性質
| 名前 | 位置 | 機械的性質 | ||||
| YP | TS | EL | -196℃衝撃 | X線検査 | ||
| 設計目標 | 400以上 | 660以上 | ≧25 | 41以上 | I | |
| GER-HMA Φ3.2mm | 手動電極 | 488 | 686 | 46.0 | 73.3 | I |
| GCR-HMA-S Φ3.2mm | 金属入りワイヤー | 486 | 700 | 44.5 | 62.0 | I |
Ps.高マンガン鋼用メタル圧粉磁心サブマージアーク溶接ワイヤ 高マンガン鋼用マッチングフラックスGXR-200を採用
LNG貯蔵タンク用高マンガン鋼溶接材料の溶接性とサンプル展示
高マンガン鋼の溶接材料の溶接性を以下に示します。
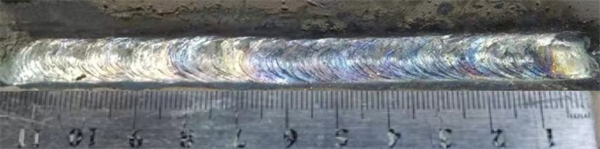
スラグ除去後の電極(GER-HMA)平すみ肉溶接
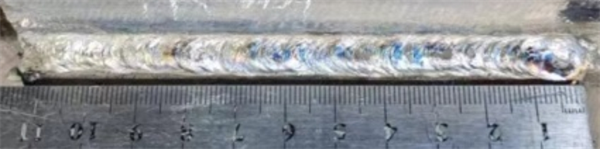
スラグ除去後の電極(GER-HMA)仰角溶接

隅肉溶接スラグ除去前後の溶接棒(GER-HMA)

メタルパウダーコアサブマージアーク (GCR-HMA-S) 溶接表示
高マンガン鋼溶接棒溶接継手のサンプルを以下に示します。
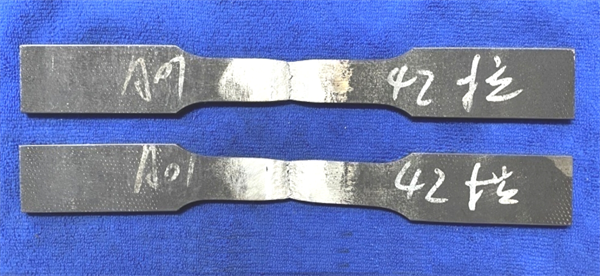
平溶接(1G)引張りサンプル表示

竪型溶接(3G)引張りサンプル展示

平溶接(1G)曲げサンプル展示
平溶接(1G)曲げサンプル展示
PS. 高マンガン鋼は溶接棒 1G と 3G で溶接され、表曲げと裏曲げのサンプルに割れはなく、耐割れ性は良好です。
投稿時間: 2022 年 11 月 22 日