G115鋼は中国で独自に開発された高温性能に優れた新型耐熱鋼材で、主に630~650℃の大口径厚肉パイプなどの耐熱部品の製造に使用されます。 、石炭火力発電ユニットの効率レベルを向上させるための重要な材料です。
2016年以来、当社はG115鋼用溶接材料の開発と最適化を継続的に行っており、このプロセスにおいてさまざまな研究機関やユーザーと緊密に協力し、実りある成果を上げてきました。 2020年8月、彼は昆山市での「G115耐熱鋼溶接プロセス技術セミナー」の開催を成功裏に支援し、その後会議の議事録が作成され(下図を参照)、「G115鋼溶接」などの重要な指導文書が作成されました。 「プロセス評価性能認定指標」および「G115 鋼溶接プロセスのルートと主要パラメータ」を策定しました。
会議で性能要件とパラメータの詳細を明確にした後、さらなる開発投資を継続し、優れた溶接プロセス(電極とTIG溶接ワイヤが全姿勢溶接に対応できる)、安定した溶接プロセスを備えたG115用の溶接材料の全範囲を開発しました。会議で設定されたさまざまなパフォーマンス指標の要件を満たしています。具体的なモデルと特性を以下の表 1 に示します。
G115鋼の主な溶接材料一覧
| アイテム | 製品名 | 特徴 |
| マニュアルロッド | GER-93 | 芯線遷移型電極、主成分9%Cr-3%W-3%Co-Cu-V-Nb-B、室温で安定した耐衝撃性、余裕あり |
| GTAWワイヤー | GTR-W93 | 主な成分は上記と同じで、プライミング、安定した性能、優れた仕上がりを実現します。 |
| アルゴンフリーの背面保護GTWAロッド | GTR-E93 | コーティングされたアルゴンアーク溶接ワイヤ、裏側はアルゴン充填なしで可能、両面成形が優れています |
| SAWワイヤー | GWR-W93 | 溶接ビードが良好に形成されており、探傷認定率が高く、衝撃性能が安定しています。 |
| フラックス | GXR-93 |
同時に、さまざまなユーザーユニットとの技術交流、溶接消耗品の性能試験、プロセス交換を積極的に実施し、溶接消耗品が実際のプロセスに適合していることを完全に検証するためのG115チューブ評価の機会を求めています。
2022 年 2 月、Guangdong Thermal Power Welding Company は、厚さ 115 mm のパイプ溶接プロセス用に当社の G115 鋼溶接棒 (製品名: GER-93) を評価しました。
以下は、評価プロセスの簡単なデモンストレーションです。
図 1 は本評価用の配管継手の予備写真であり、配管継手サイズ:φ530×115mm です。
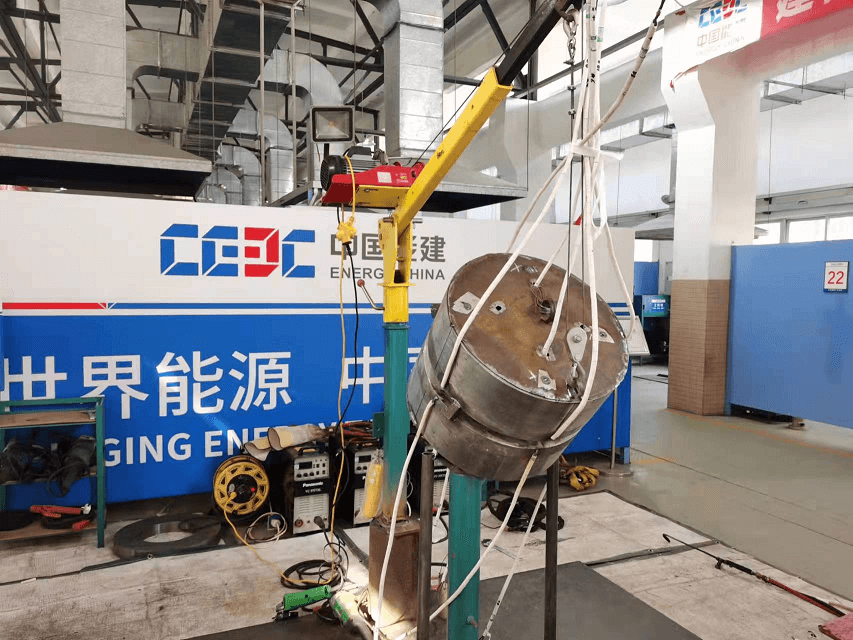
溶接前の管継手の準備
図 2 と 3 は溶接プロセスの写真例です。溶接位置は 6G で、プロセス パラメータは厳密に記録され、プロセス担当者によって管理されています。
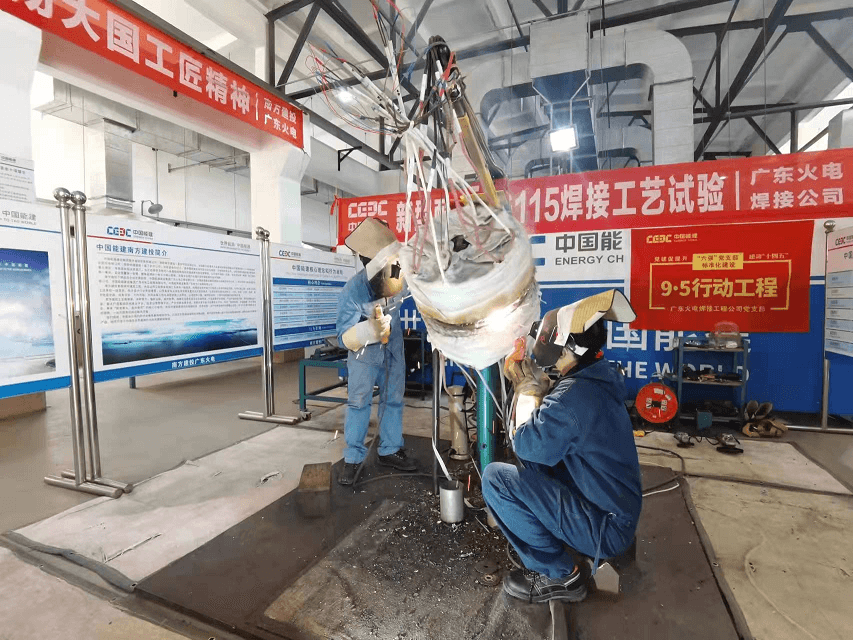
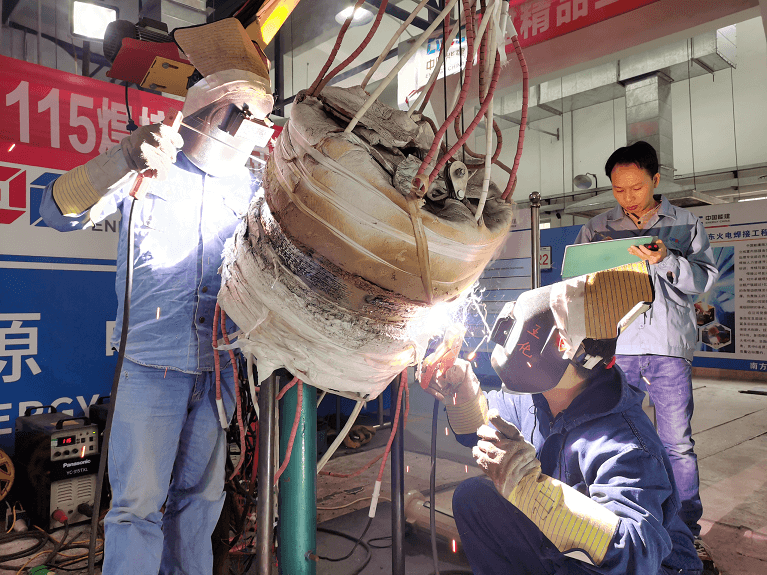
図4および図5は溶接後の溶接部を示しており、溶接ビードは平坦であり、溶融池は適切であり、波形は微細であり、溶接材料が良好な全姿勢溶接作業性能を有することがわかる。

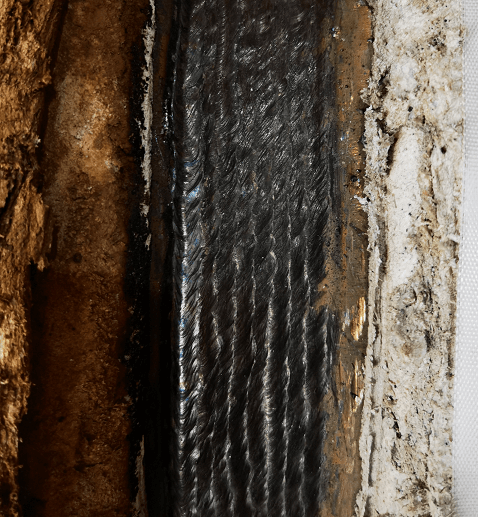
図6は溶接後の電極の残りの長さを示しています。溶接後の残りが基本的に少なく、電極の耐火性が良好であることがわかります。溶接の高熱状態では常にアークと溶融池の状態を維持できます。 、単一電極の利用率が高く、無駄を省きます。

その後の熱処理温度は 775 °C、一定温度で 12 時間です。図 7 は各試験サンプルの概略写真です。
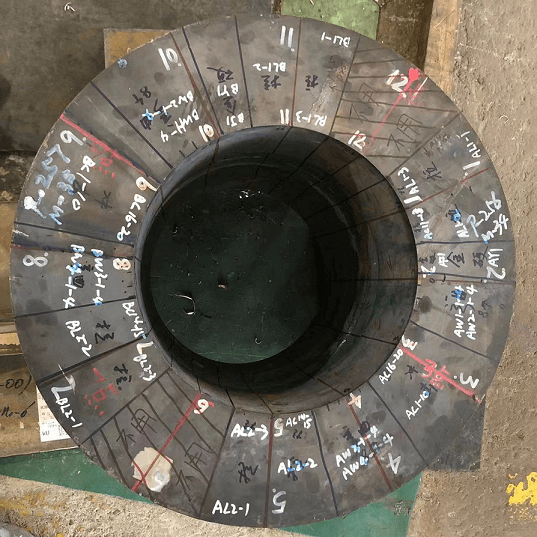
パイプ溶接評価の各サンプルの試験結果が公開されており、引張性能は優れており、引張板は母材の位置で破断しています。衝撃吸収の働きは良く、ある程度の余裕があります。硬度の値は一致しています。採取した曲げ片には亀裂やその他の欠陥はありません。全体的な結果は満足のいくもので、評価の予想要件を満たしています。
さらに詳しい情報が必要な場合は、お気軽にお電話ください。
当社は今後もハイエンド溶接材料のローカライゼーションプロセスに取り組んでいきます。国家エネルギー戦略、省エネルギー、排出削減に貢献するために、より多くの同じ志を持った企業や友人から学び、一緒に働く機会を得たいと思っています。
投稿日時: 2022 年 12 月 1 日